威力重工—沖床、液壓沖床生產廠家
威力重工—沖床、液壓沖床生產廠家

快速導軌式200噸液壓沖床精度如何調整?
快速導軌式200噸液壓沖床精度如何調整?
很多人采購液壓沖床就是看該設備的能夠實現快速高效沖孔作業,帶有導軌式的液壓沖床沖孔精度更高,一般沖孔精度主要取決于沖床本身的幾何精度和模具的精度,由于模具的間隙對沖孔零件的精度非常大,一般間隙取0.05到0.1倍的板材厚度,那么沖9毫米孔精度在0.10左右。對于快速導軌式200噸液壓沖床來說,精度的好壞將直接影響著沖壓成品的精度,由此可見對于200噸液壓沖床在使用加工前對其精度調整的重要性。
沖床是使用一組模具,加工作業時需要這組模具進行正確的關系運動。沖床正確的關系運動程就是沖床的精度,沖床精度實際主要體現在:一、平行度,二、垂直度,三、總間隙。模具的關系運動不正確,除降低產品精確度及縮短模具壽命之外,還將導致模具不易裝配,不能使用精密的模具,而且會產生激烈的振動噪音。

200噸液壓沖床加工生產完成
快速導軌式200噸液壓沖床靜態精度檢測項目如下:
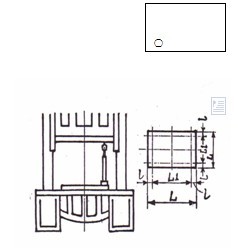
1、沖床工作臺面上面與滑塊下面的真直度
2、滑塊下面和臺面上面之間的平行度
3、滑塊上下運動和臺面上面的垂直度
4、模柄孔和滑塊下面之直角度
5、連結部上下的總合間隙
沖床精度對沖壓件產品的影響運轉精度與沖床各部分的剛性有直接相關,剛性好的沖床運轉精度相對較高。
沖床如有載重,結構及其他受壓構造部會變形。因此靜態精度會惡化,即可說動態精度正是真正的精度。
在現代沖壓作業中,如果只有高精密、壽命長的模具,而沒有高精度的沖床和優質的沖壓材料搭配,是無法實現高精密沖壓制程。沖床的精度和剛性對模具壽命的影響很大,同樣一副模具在不同精度的沖床上顯示出不同的性能和使用壽命。
動態精度與快速導軌式200噸液壓沖床各部分的剛性直接相關,剛性好的沖床動態精度相對較高。實際沖壓加工中很重要的動態精度,由于制定規格在技術上有困難,所以尚未整合制定,現狀是以靜態精度來代表沖床之精度。
提搞快速導軌式200噸液壓沖床精度的方法:
1、滑塊和導軌精度。滑塊是沖床的直接做工部件,一般選用鑄鋼整體鑄造,或許選用鑄造鋼材銑削加工制造。滑塊和導軌的精度是一個整體,開式沖床一般為兩條導軌,導軌選用V型和矩形,v型導軌也稱四面導軌,導軌有四塊接觸面。矩形導軌也稱六面導軌,導軌有六塊接觸面。全部的導軌平面均運用導軌磨床進行精密研磨,在設備過程中運用杠桿外表進行測量,并做刮研處理來保證其合作精度。閉式沖床一般為四條導軌,一般選用直角型導軌。影響滑塊和導軌精度的首要原由于機加精度和設備工藝。
2、滑塊平衡設備。快速導軌式200噸液壓沖床在進行加工時滑塊下落,做功結束后會遭到模具的反效果力,反效果力和導軌精度過失會使得滑塊工作軌跡發作纖細的改動。加裝滑塊平衡設備后,可以使得滑塊和導軌堅持平行工作。
3、滑塊底面和作業臺精度。滑塊底面設備模具上模,作業臺設備下模和其他送料下料配備。兩處作業臺質料均為鑄鋼質料或許鑄造鋼板制成。鑄造結束后首要運用銑床進行銑削加工,然后運用平面磨床進行研磨,保證其精度。設備時需求運用儀器進行測量,發現過失及時刮研來進行調整。
4、快速導軌式200噸液壓沖床設備環境和減震基腳。大噸位沖床、精密沖床、高速沖床在設備的時分需求鑄造防震坑來設備,不同的沖床根據其設備孔銷的方位進行澆筑。小型沖床一般選用防震基腳進行設備。

100噸快速液壓沖床

200噸閉式導軌液壓沖床
快速導軌式200噸液壓沖床精度檢驗表:
| 項次 | 測 量 項 目 | |||||
| 1 | 滑塊底面與下工作臺上之平行度. |
JIS1 級: 0.080 容許差=0.03 + L (㎜) 1000 |
||||
 |
測量長度 | 容 許 值 | 測 定 值 | |||
|
左右方向: L= 2000mm |
0.190mm |
0.095mm |
||||
|
前后方向: L= 760mm |
0.091mm |
0.065mm |
||||
|
項次 |
測 量 項 目 |
|
||||
|
2 |
滑塊上下運動時與下工作臺面之垂直度. |
JIS1 級: 0.01 容許差=0.02 + L(mm) 100 |
||||
|
測量長度 |
容 許 值 |
測 定 值 |
|||
|
左右方向: L= 200mm |
0.040mm |
0.025mm |
||||
|
前后方向: L= 200mm |
0.040mm |
0.025mm |
||||
| 3 |
運動機構上下之總合間隙. |
JIS1 級: 250噸以下之沖床,容許0.70㎜以內 |
||||
 |
測定壓力 |
容 許 值 |
測 定 值 |
|||
|
連動機構上下間隙,使用平衡器壓力由0增至 5kg/cm2. |
0.70 mm |
0.55mm |
||||
|
4 |
機臺噪音值 |
機臺前1米量測 |
72 dB |
72 dB |
||
本文由:液壓沖床廠家 收集整理